Ремонт Amada, Trumpf, Prima Power и DMG по всей России
Модернизация станка 16К30Ф3 с ЧПУ 2Р22
17.04.2017
Samodelkin
Станки, произведенные на советских станкостроительных заводах обладают очень высоким качеством. До сих пор на рынке полно предложений о продаже б/у станков с ЧПУ, таких как 16К20Ф3, 16А20Ф3, 16К20Т3, 16К30Ф3, 1В340, ГФ2171С5 и др. В конце 80-х - начале 90-х годов данные станки комплектовались системами ЧПУ отечественного производства 2С42, 2Р22, НЦ-31 и их аналоги. Спустя два десятка лет, станина и остонвные узлы этих станков находятс в прекрасном состоянии, чего не скажешь об электронной начинке. Старые советские системы ЧПУ физически и морально устарели, заводов-изготовителей данных ЧПУ уже не существует и как следствие возникает проблема с ремонтом данных ЧПУ и поиском запчастей. В данном случае выход один - модернизация станка с заменой ЧПУ.
В данной статье мы расскажем как модернизируется станок 16М30Ф3 с ЧПУ 2Р22 производства Рязанского станкостроительного завода.
Заказчик только-что приобрел станок, поэтому сразу же пришлось собирать станок на месте.

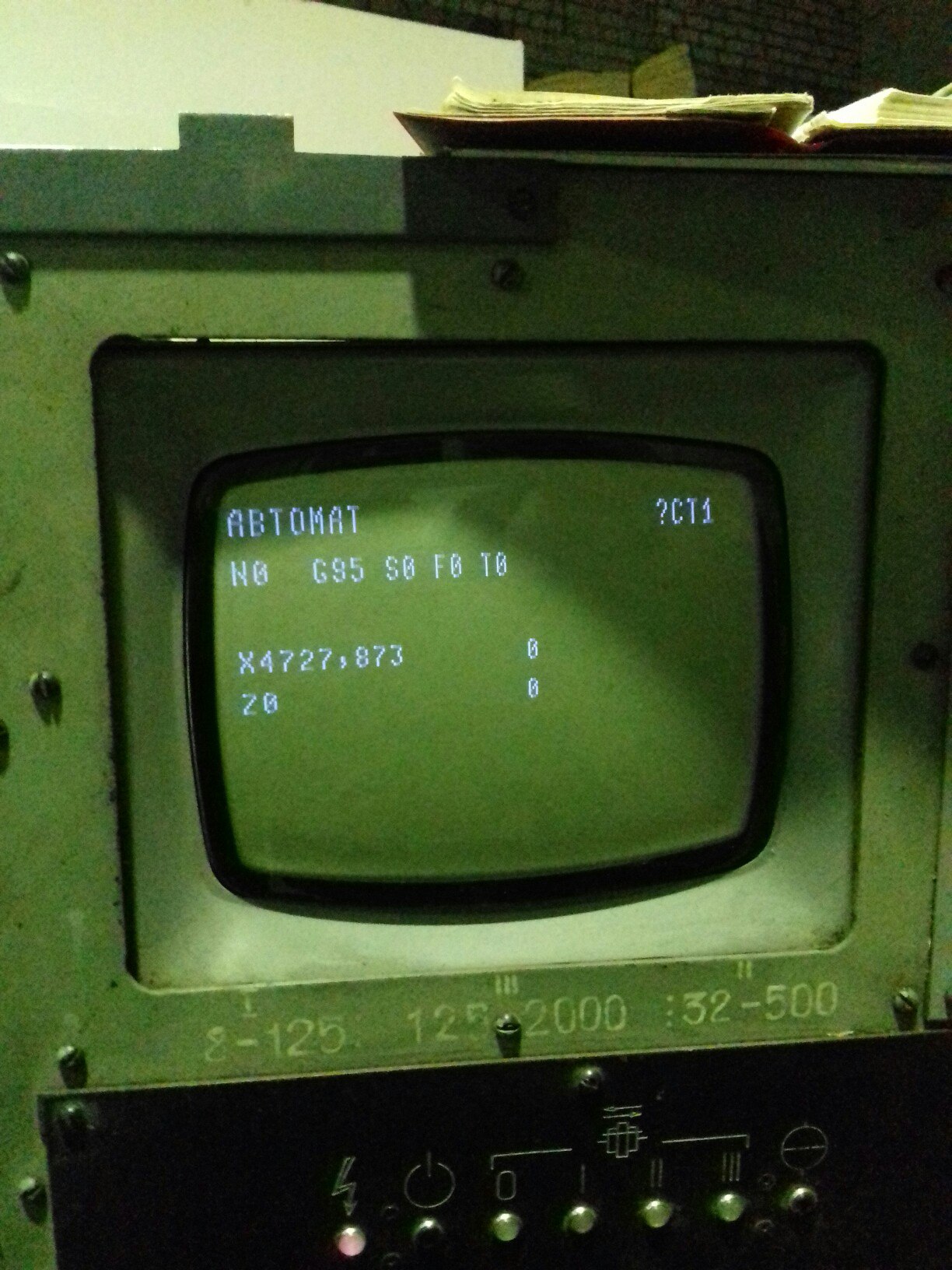
Расставили шкафы, подключили кабели, запитали станок. Включили стойку, сразу же вылезла куча ошибок по процессору и электроавтоматики. Пришлось передергивать платы в стойке. Наконец-то стойка запустилась и перешла в автоматический режим.
Удаляем пульт управления, монитор, штурвалы и тумблеры - они на нам больше не нужны, их функции перейдут на программные клавиши новой УЧПУ. Также изготавливаем новую переднюю панель, куда устанавливаем саму стойку ЧПУ NC-201М, электронный штурвал WSA (NC-110-75) и кнопку аварийного останова.

Отключаем старую стойку 2Р22, она нам больше не нужна. Кабели, которые шли на пульт управления, демонтируем полностью. Остальные жгуты протягиваем в шкаф управления. Отрезаем лишний металлический короб.

Протягиваем новые кабели от стойки к шкафу управления. Нам понадобятся следующие кабели:
- кабель питания УЧПУ
- кабели связи УЧПУ с датчиками обратной связи и датчиком резьбонарезания
- кабель связи с модулем индикации входов
- кабель связи с модулем релейной коммутации выходов
- кабель ЦАП

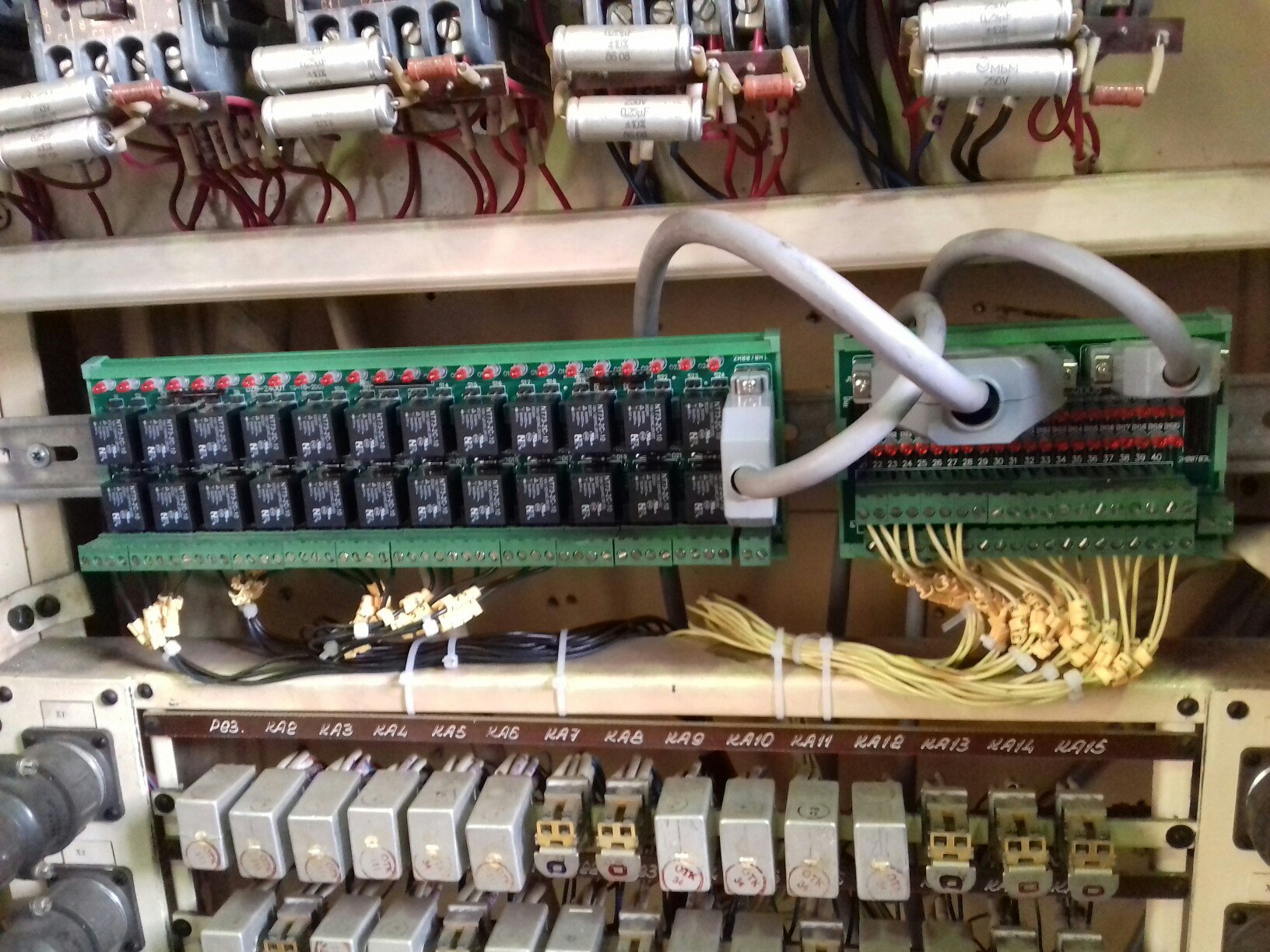
В шкафу управления на DIN-рейку устанавливаем модуль индикации входов NC210-402 и модуль релейной коммутации выходов NC210-401. Подключаем к ним жгуты, которые были отключены от стойки 2Р22. Так как в стойке 2Р22 располагались стабилизаторы питания датчиков и конечных выключателей, а в новой стойке NC-201M их нет, то необходимо их запитать от источника питания 24В станка. Датчики обратной связи и датчик резьбонарезания будут получать питание от УЧПУ. В случае сильного износа коммутирующих реле КА2-КА30, их функции можно переложить на модуль релейной коммутации выходов NC210-401. В этом случае потребуется небольшое изменение алгоритма работы электроавтоматики.
Кабели датчиков обратной связи и датчика резьбонарезания соединяем с существующими рабелями в шкафу, а в случае замены датчиков полностью прокладываем к датчикам. Кабель ЦАП расключаем на клеммнике приводов.
Подаем питание на УЧПУ. Теперь нам нужно провести параметризацию и написать алгоритм работы электроавтоматики. Производим характеризацию осей (количество осей, название, тип осей, разрешение ДОС и т.д.) в соответствии с руководством по характеризации. Внимание: пусконаладочные работы необходимо производить при отключенных приводах, в противном случае возможна поломка станка и получение травм!
После характеризации осей пишем алгоритм работы электроавтоматики станка при помощи внутреннего редактора PLC.

Проверяем станок в работе: работу гидравлики, системы смазки, работу приводов, резцедержки, задней бабки и т.д. Точность станка проверяем изготовлением нескольких деталей и сравнением их параметров. Если наблюдаетс слишком большой разброс размеров изготавливаемых деталей, то необходимо изменить характеризацию осей.